


- 產品描述
- 型號規格
- 參數
- 輸出功率
- 使用
-
- 商品名稱: 管道焊口電加熱帶
- 商品編號: 1327309252057518080
我們針對管道焊接工藝的要求,開發的“管道焊口電加熱帶”滿足了這一技術標準需求。它可以使管道焊口在工序準備階段允許的較短時間內快速升溫,管道焊接開始以后,加熱可以繼續與焊接同時運行,加熱不會影響所有的焊接工序操作。無論采用手工、半自動、自動流水線焊接工藝方式,都能保證焊口的預熱升溫及層間溫度維持的要求。
在現代輸送管道建設中,為了保證管道壓力同時節省管道鋼材的消耗,采用高強度低合金鋼材料,以減少鋼管的壁厚。例如西氣東輸工程所采用的就是X70、X80合金鋼管。
合金鋼管在工程中的使用,對管道的焊接工藝提出了較高的要求。管道在開始根焊時,無論環境溫度多少,焊接口的起焊溫度要求達到+100℃,填充及蓋面焊接過程中的溫度要求在+80℃以上。這就要求在焊接之前,應對焊接口進行預熱升溫;在焊接過程中,要求對焊接口進行維持溫度,以保證焊接質量。
我們針對管道焊接工藝的要求,開發的“管道焊口電加熱帶”滿足了這一技術標準需求。它可以使管道焊口在工序準備階段允許的較短時間內快速升溫,管道焊接開始以后,加熱可以繼續與焊接同時運行,加熱不會影響所有的焊接工序操作。無論采用手工、半自動、自動流水線焊接工藝方式,都能保證焊口的預熱升溫及層間溫度維持的要求。
-
技術特性及型號命名
1. 技術特性
操作使用簡單:焊口電加熱帶其自身結構小巧、緊湊、堅固,表面發熱強度大,使用溫度高,滿足野外施工條件;一個操作動作就可以簡單、方便安裝一條,并在焊接過程中可連續使用。
升溫迅速,焊接質量的保證:在20分鐘之內可使管道焊縫邊升溫Δt≥80℃,(參考管徑Ф1016,壁厚14.6 mm)。預熱不影響正常的機械對口作業。焊口溫度達標,使得施工和監理單位對焊接質量都能放心。加熱不影響管道焊接;焊接及焊道修理的操作也不影響加熱。沒有工序交叉,提高工效。(平均一天可以多焊接5道口)
耐高溫腐蝕:焊口電加熱帶有柔性不銹鋼殼,抵抗焊接過程中電弧及焊渣的飛濺、燒灼影響。
節省能源及費用:焊口電加熱帶是純電阻性負載,安裝在野外焊接發電機與電感性負載相配合,可以改善發電機的功率因素,提高出力,充分利用了野外焊接發電機的富裕備份功率,所以無需增加能源及費用。
安全可靠:成套產品有高的電氣絕緣強度,配專用的接地線,有漏電保護開關,保證使用者安全。
維護方便:焊口電加熱帶在正常以及正確的使用情況下,基本沒有維護工作量。在不用的時候,如同其他移動電器一樣,需冷卻以后放置在干燥的地方,避免意外擠、碰、撞擊。一旦保溫層吸水受潮,可通電進行自我干燥后再正常使用。
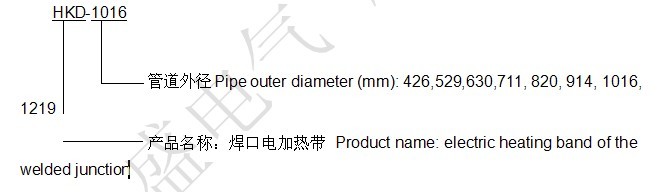
2. 型號命名
產品的命名由“產品名稱”和適用的“管道外徑”兩部分組成,中間用“-”間隔。
-
主要技術參數
型號規格
Model額定電壓
Rated voltage(V)
額定功率
Rated power(W)
外形尺寸(mm)
(長×寬×高)
Outline dimension (mm) (Lx WxH)參考重量
Reference weight(kg)
適用管徑
Applicable pipe size(mm)
HKD-1219
380/220
10500
3820×65×32
8
1219
HKD-1016
380/220
9000
3165×65×32
7
1016
HKD-914
380/220
7200
2900×65×32
6.5
914
HKD-820
380/220
6000
2600×65×32
6
820
HKD-711
380/220
4800
2260×65×32
5.5
711
HKD-630
380
4200
2010×65×32
5.3
630
HKD-529
380
3900
1690×65×32
5
529
HKD-426
220
3300
1370×65×32
4.8
426
HKD-355
220
2300
1285×65×32
2.9
355
-
產品結構及成套性
1. 產品結構
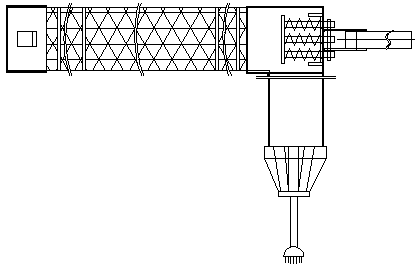
焊口電加熱帶采用不銹鋼材料作為其主結構框架,配置不銹鋼護套的MI加熱電纜為發熱元件,采用耐高溫的增強型硅酸鋁纖維繩作為內保溫材料。外防護有柔性不銹鋼殼。焊口電加熱帶在工作過程中有儲能彈簧穩定的吸收產生的熱伸長。可以鎖緊的安裝搭扣。
快裝安全的自鎖電源插座。溫度感應元件的安裝螺紋,以方便實現溫度自動控制。耐寒溫度-20℃的橡套電纜。
2. 產品成套性
根據實際現場的使用情況和焊接工藝的要求,我們為一道焊口設計使用兩條焊口電加熱帶和一組電路保護控制箱(可以選擇帶溫度自動控制),組合成一套焊口加熱裝置。
-
安裝
1. 安裝前
A. 用兆歐表檢查電氣絕緣合格。
B. 清潔管道加熱面干燥無雜物。
2.安裝及運行
A. 將加熱帶沿管道圓周方向包裹,加熱帶內側邊(無電源引線一邊)布置在距管道焊縫邊35mm,同時使對稱的兩條加熱帶緊固搭扣分別位于管道斷面的10點和2點位置上,(對口作業以后可以按此調整)以不影響管道兩側站位的焊工操作為佳。壓緊加熱帶的彈簧鎖扣裝置,使電加熱帶與管道表面緊貼,以利熱量的傳遞,提高加熱效率。
B. 將保溫被(需要向工廠預定)搭裹在加熱管口上。
C. 插上電源插頭,接通焊口電加熱帶開關升溫。請注意:對口作業移動管道時,應有人手持焊口電加熱帶電源電纜,防止機械外力的擺動,損壞焊口電加熱帶。
D. 在焊口溫度達到工藝要求后(+100℃),去掉保溫被,可以開始進行第一遍根焊作業。
E. 進行第二遍焊接直至最后一遍蓋帽焊接工作過程中:
Ⅰ) 根焊機組移位時,先扳斷開關、拔掉全部插座,切斷焊口電加熱帶的電源。
Ⅱ) 填充焊機組到位時,插上全部電源插頭,接通開關、二條焊口電加熱帶繼續升溫。以后機組順序移位時,依次類推。
請注意:1、按照電氣規范插座不能當操作開關使用!2、打磨、修理焊道時不能傷及增強型硅酸鋁纖維繩的外防護不銹鋼金屬殼!3、必須抓握插座本體進行自然鎖緊或者解鎖操作,嚴禁拉電纜本體借力操作!4、嚴禁將焊管的電焊頭在加熱帶身上打火或將電焊接地板搭接在電加熱帶金屬體上。
Ⅲ) 如果管道焊口溫度過高,可以逐個斷開二條加熱帶1~6個開關,切斷加熱帶內的分組電源。反之,如果溫度降低,可以恢復接通已斷開的開關,重新接通加熱帶內的分組電源。(如果采用溫度自動控制器則無此操作)
Ⅳ) 如果機組移位銜接時間比較長,可以重新在焊口處加上保溫被保溫。
上一頁
下一頁




立即咨詢
如果您對我們的產品感興趣,請留下您的電子郵件,我們將盡快與您聯系,謝謝!